






Description
- Nom de marque: ESUN
- Forme: solid
- Origine: CN (Origine)
- Matériau: PLA
- Numéro de Modèle: ePLA-Matte
- Feature 1: Matte PLA
- Feature 2: PLA Filament
- Feature 3: Matte PLA Filament
- Feature 4: eSun Brand
- Feature 5: 3d printer filament
- Feature 6: esun pla
- Feature 7: filament pla
- Feature 8: Filament pla
- Feature 9: 3d printer filament
- Feature 10: 3d filament matte
- Feature 11: Printer 3d
- Feature 12: pla filament
- Feature 13: filament for 3d printer
- Feature 14: 3d printer accessories
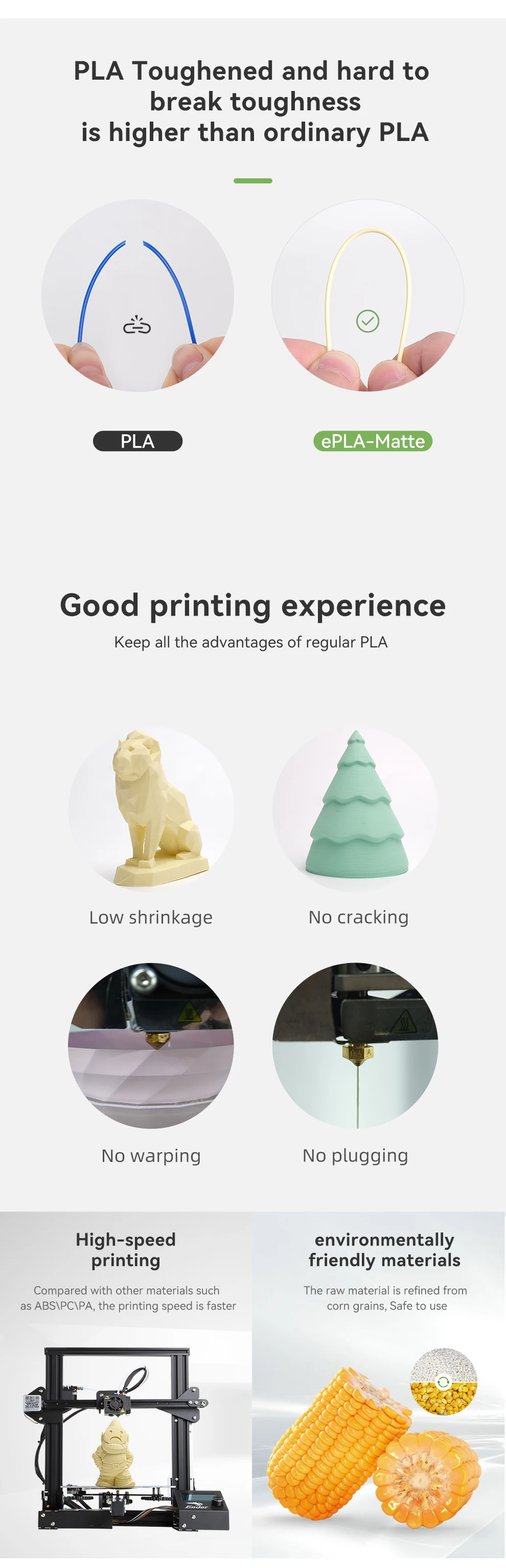
Filament d’imprimante 3D eSUN epla-matte 1.75mm précision dimensionnelle +/- 0.03mm 1KG (2.2 lb) matériel d’impression 3D de bobine pour imprimantes 3D
Matière: ePLA-mat
Le PLA est un excellent matériau pour les premiers modèles de concept, car il est facile à utiliser, facile à utiliser et fonctionne très bien avec des supports de rupture qui impriment plus rapidement et peuvent être retirés plus rapidement que les supports solubles. Le PLA est un plastique à base de maïs et est considéré comme biodégradable dans les procédés industriels.


3D Impression Guide de Dépannage
Bouchon de buse et mauvaise sortie d’extrusion
Questions évidentes(Comme ci-dessous)
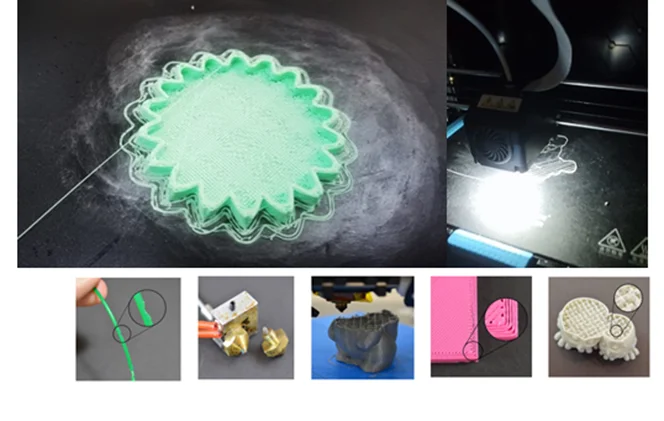
Solutions proposées:
1. Lorsque nous avons rencontré ces situations, il est recommandé que la température d’impression augmente à 230℃, Ajuster la vitesse d’impression à 40 mm/s, réduire l’épaisseur de la couche à 0.1mm, puis tester si cela fonctionne.
2. Si la première étape ne peut pas résoudre le problème, vous devez exclure les problèmes de matériel: retirez l’extrémité avant du tuyau en PTFE pour vérifier s’il est sombre ou non, si oui, besoin de remplacer un nouveau avec une buse ensemble, car le tuyau est déjà vieillissant. (Lors du remplacement, Notez que la buse doit être serrée avec de la chaleur)
3. Vérifiez les engrenages de l’extrudeuse, si la morsure est normale, il est recommandé que dans le cas d’une alimentation normale, essayez de desserrer le ressort de l’extrudeuse.
Plate-forme antiadhésive, bords déformés
Questions évidentes(Comme ci-dessous)
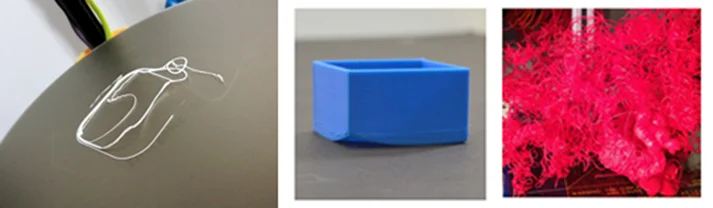
Solutions proposées:
1. Il est recommandé de re-niveau d’abord, la buse est trop proche de la plate-forme causera la première couche facile à déborder, si trop loin la première couche ne peut pas coller à la plate-forme; si la différence de nivellement des quatre coins est trop grande, cela peut entraîner une distorsion d’un coin plus éloigné.
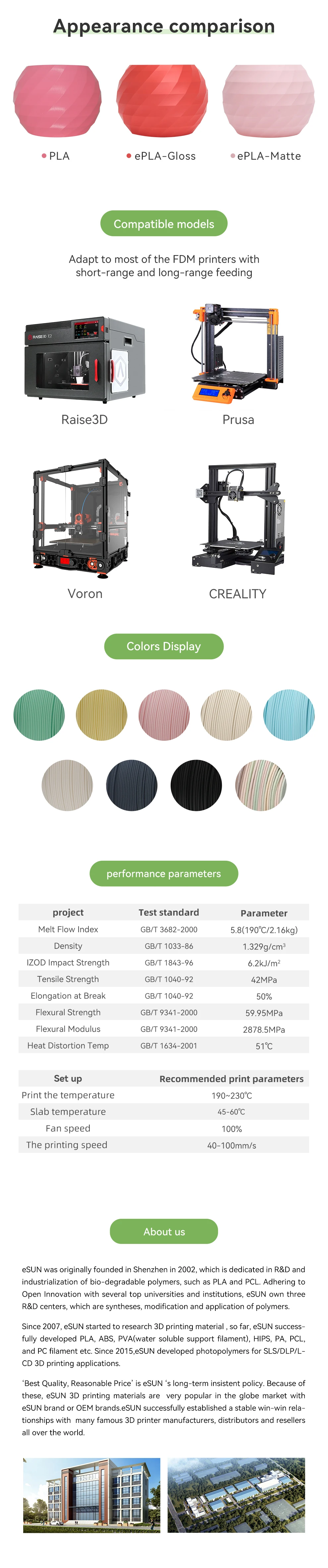
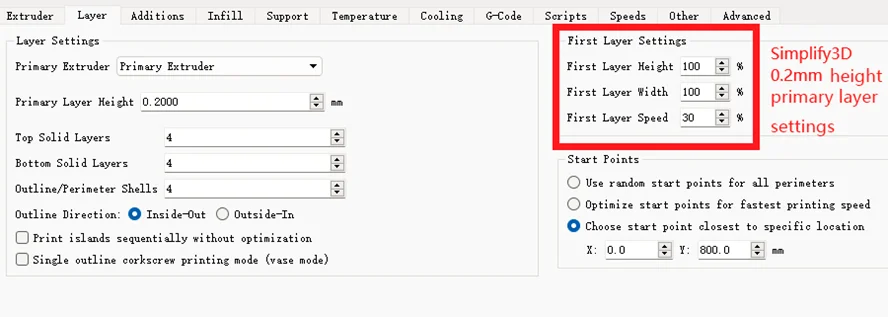
2. Ajustez les paramètres de tranchage, le taux d’extrusion de la première couche est recommandé pour être réglé plus haut que 100%, la première vitesse de couche réglée à 10 mm/s (se référer à la figure ci-dessous), fermez le ventilateur de soufflage de la première couche, la plate-forme doit être réglée à 45-60℃, Le radeau et le bord doivent également s’ajuster pour améliorer l’adhérence de la plate-forme.



3. Si ces mesures ne peuvent pas résoudre le problème, il est recommandé que la plate-forme recouverte de colle solide PVP ou de Spray 3dlac augmente
Adhérence du matériau, une plaque de base en treillis peut ne pas coller, il peut être remplacé par une plaque de base en verre pur, l’adhérence sera meilleure.
4. La température d’hiver est trop basse, les matériaux de Type PLA peuvent également être déformés, vous pouvez ouvrir correctement le climatiseur ou utiliser un boîtier eSUN pour imprimer ou réduire correctement la vitesse du ventilateur de soufflage, comme l’ajustement à 50%.



Avis
Il n’y a pas encore d’avis.